-

大城县铭瑞机械设备厂
主营:金刚网平网机,小型卷板机,锥形卷板机,铁皮压边机,铁皮卷筒机,不锈钢台面滚边机 - 13463633050

大城县铭瑞机械设备厂
主营:金刚网平网机,小型卷板机,锥形卷板机,铁皮压边机,铁皮卷筒机,不锈钢台面滚边机 14
14
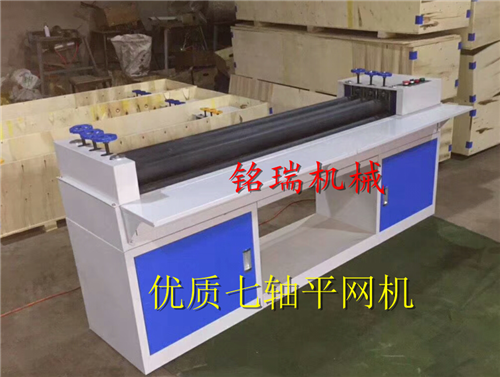
小型卷板机一般采用三辊结构。由电动机通过减速机械直接驱动。配合模具调节上辊相对于下辊的平行度设定锥度。由主电机驱动下辊作正反转运转达到卷制板材的目的。该机除上辊升降、下降旋转为电气控制外,其余均为手动控制操作。电气线路采用接触器进行正反转点动控制。大城县铭瑞机械设备厂生产的卷板机是一种利用工作辊使板料弯曲成形的设备,可以成形筒形件、锥形件等不同形状的零件,是非常重要的一种加工设备。卷板机的工作原理是通过液压力、机械力等外力的作用,使工作辊运动,从而使板材压弯或卷弯成形。根据不同形状的工作辊的旋转运动以及位置变化,可以加工出椭圆形件、弧形件、筒形件等零件。 中大型卷板机一般采用NC控制系统。液压系统驱动电机采用星/三角启动;通过弹性联轴器驱动齿轮泵,为泵油电机、油缸回路供油;通过PLC技术控制电磁阀通断实现上下辊、倒头、对料等动作。直线位移传感器一般妾只作上、下辊位置指示,限位由行程开关或接近开关实现。PLC以其故障率低、维护方便而被大量应用,而且在维修过程中,可以绕开其大较的电路原理和复杂的理论。充分利用它的指示灯显示辅助维修。平时将PLC各个端口所连线路的功能和参数,用纸写好后贴在对应模块上。在设备出现故障维修时。基本上可以甩开图纸进行检修,往往能事半功倍。